











































































































































技術(shù)中心2025-11-04
對(duì)刀儀作為數(shù)控機(jī)床關(guān)鍵的輔助測(cè)量設(shè)備,其精度直接影響零件加工質(zhì)量和生產(chǎn)效率。根據(jù)行業(yè)統(tǒng)計(jì)數(shù)據(jù)顯示,使用對(duì)刀儀可以將換刀時(shí)間縮短80%以上,刀具重復(fù)定位精度提升到±0.002mm以內(nèi)。現(xiàn)代高精度對(duì)刀儀的測(cè)量精度可達(dá)到±0.0005mm,重復(fù)精度達(dá)到±0.0002mm。對(duì)刀儀精度確認(rèn)是確保加工質(zhì)量的重要環(huán)節(jié),需要通過(guò)標(biāo)準(zhǔn)量塊檢測(cè)、球棒檢測(cè)、激光干涉儀校準(zhǔn)等多種方法來(lái)驗(yàn)證。精度檢測(cè)頻率一般為每月一次常規(guī)檢測(cè),每半年一次全面校準(zhǔn),新安裝設(shè)備必須進(jìn)行全面精度確認(rèn)。影響對(duì)刀儀精度的因素包括機(jī)械結(jié)構(gòu)精度、傳感器性能、環(huán)境溫度變化、振動(dòng)干擾等,測(cè)量誤差通常控制在±0.001-0.005mm范圍內(nèi)。建立完善的精度檢測(cè)體系和操作規(guī)范,能夠有效保證對(duì)刀儀長(zhǎng)期穩(wěn)定運(yùn)行,為高精度加工提供可靠保障。
一、對(duì)刀儀精度檢測(cè)的基本原理與標(biāo)準(zhǔn)
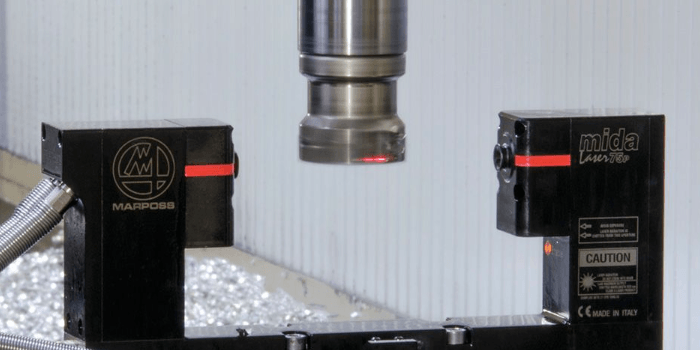
1、接觸式對(duì)刀儀的精度檢測(cè)主要基于機(jī)械觸發(fā)原理。當(dāng)測(cè)頭接觸到刀具刃口時(shí),觸發(fā)信號(hào)傳遞給數(shù)控系統(tǒng),記錄此時(shí)的坐標(biāo)位置。測(cè)頭的觸發(fā)力通常控制在0.5-2N范圍內(nèi),觸發(fā)重復(fù)性是評(píng)價(jià)精度的重要指標(biāo)。根據(jù)國(guó)際標(biāo)準(zhǔn)ISO230-10和國(guó)家標(biāo)準(zhǔn)GB/T17421.1的規(guī)定,對(duì)刀儀的重復(fù)精度應(yīng)不超過(guò)±0.002mm,線性精度不超過(guò)±0.005mm,這是衡量設(shè)備合格的基本要求。
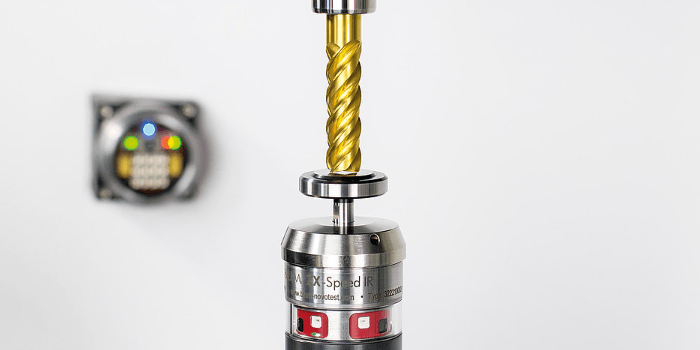
2、激光對(duì)刀儀采用光學(xué)測(cè)量原理,通過(guò)激光束檢測(cè)刀具輪廓。激光波長(zhǎng)通常為670nm紅光或905nm紅外光,光束直徑控制在0.1-0.5mm。測(cè)量精度受激光器穩(wěn)定性、光路準(zhǔn)直度、環(huán)境光干擾等因素影響。高精度激光對(duì)刀儀的分辨率可達(dá)0.1μm,測(cè)量范圍覆蓋直徑0.1-100mm的刀具。激光對(duì)刀儀的優(yōu)勢(shì)在于非接觸測(cè)量,避免了機(jī)械磨損,特別適合脆性刀具和微小刀具的測(cè)量。
3、對(duì)刀儀精度標(biāo)準(zhǔn)按照應(yīng)用領(lǐng)域分為不同等級(jí)。普通機(jī)械加工要求精度±0.005mm,精密加工要求±0.002mm,超精密加工要求±0.001mm以內(nèi)。航空航天、醫(yī)療器械等行業(yè)對(duì)精度要求更高,需要達(dá)到亞微米級(jí)別。精度等級(jí)的選擇要根據(jù)加工零件的公差要求、批量大小、成本控制等因素綜合考慮,過(guò)高的精度等級(jí)會(huì)增加設(shè)備成本和維護(hù)難度。
二、標(biāo)準(zhǔn)量塊檢測(cè)法的實(shí)施步驟與技術(shù)要點(diǎn)
1、選擇合適的標(biāo)準(zhǔn)量塊是檢測(cè)成功的關(guān)鍵。量塊精度等級(jí)應(yīng)高于被檢對(duì)刀儀一個(gè)等級(jí)以上,通常選擇0級(jí)或00級(jí)量塊。常用規(guī)格包括10mm、20mm、50mm、100mm等,覆蓋對(duì)刀儀的測(cè)量范圍。量塊表面粗糙度Ra0.05μm以下,平行度和平面度均在0.0005mm以內(nèi)。量塊的環(huán)境適應(yīng)要求在檢測(cè)前在測(cè)量環(huán)境中放置2-4小時(shí),確保溫度穩(wěn)定,避免熱脹冷縮影響。
2、檢測(cè)過(guò)程嚴(yán)格按照標(biāo)準(zhǔn)程序執(zhí)行。首先進(jìn)行對(duì)刀儀零點(diǎn)校準(zhǔn),確保基準(zhǔn)位置準(zhǔn)確。將標(biāo)準(zhǔn)量塊固定在機(jī)床主軸或?qū)S脢A具上,保證量塊軸線與主軸軸線重合。分別測(cè)量量塊的長(zhǎng)度、直徑等尺寸,每個(gè)尺寸重復(fù)測(cè)量10次,記錄數(shù)據(jù)。計(jì)算測(cè)量值的平均值、最大偏差、標(biāo)準(zhǔn)偏差等統(tǒng)計(jì)參數(shù)。數(shù)據(jù)處理方法要符合統(tǒng)計(jì)學(xué)原理,剔除異常值,確保結(jié)果可靠性。
3、誤差分析和結(jié)果判定有明確的標(biāo)準(zhǔn)。系統(tǒng)誤差通過(guò)平均值與標(biāo)準(zhǔn)值的差值來(lái)評(píng)定,隨機(jī)誤差通過(guò)標(biāo)準(zhǔn)偏差來(lái)評(píng)定。重復(fù)性精度按照3σ原則計(jì)算,即99.7%的測(cè)量值應(yīng)在±3σ范圍內(nèi)。線性誤差通過(guò)不同尺寸量塊的測(cè)量誤差變化來(lái)評(píng)定。精度確認(rèn)的判定標(biāo)準(zhǔn)是所有檢測(cè)項(xiàng)目均滿足技術(shù)要求,否則需要查找原因并進(jìn)行調(diào)整或維修。
三、球棒檢測(cè)法的應(yīng)用與數(shù)據(jù)分析
1、標(biāo)準(zhǔn)球棒由精密陶瓷或硬質(zhì)合金制造,球徑通常為6mm、10mm、12mm等規(guī)格,球度誤差控制在0.0005mm以內(nèi)。棒部直徑精度IT5級(jí),表面粗糙度Ra0.1μm以下。球棒總長(zhǎng)根據(jù)需要可以是50mm、100mm、150mm等。球棒檢測(cè)的原理是通過(guò)測(cè)量標(biāo)準(zhǔn)球面來(lái)評(píng)定對(duì)刀儀在三維空間的測(cè)量精度,能夠檢出線性誤差、角度誤差、重復(fù)性誤差等多種誤差。
2、檢測(cè)程序包括多個(gè)測(cè)量位置和方向。在球棒不同高度位置進(jìn)行測(cè)量,檢測(cè)Z軸方向的精度。改變球棒的徑向位置,檢測(cè)X、Y軸方向的精度。進(jìn)行多次重復(fù)測(cè)量,評(píng)估重復(fù)性精度。記錄每次測(cè)量的球心坐標(biāo)和球徑值,建立三維坐標(biāo)數(shù)據(jù)庫(kù)。測(cè)量路徑的設(shè)計(jì)要覆蓋對(duì)刀儀的整個(gè)工作空間,確保檢測(cè)結(jié)果的全面性和代表性。
3、數(shù)據(jù)處理采用最小二乘法擬合理想球面。計(jì)算實(shí)測(cè)點(diǎn)到理想球面的距離偏差,評(píng)定形狀誤差。分析球心坐標(biāo)的分散度,評(píng)定位置精度。通過(guò)不同位置的測(cè)量結(jié)果比較,評(píng)定空間精度的一致性。球棒檢測(cè)的優(yōu)勢(shì)在于能夠同時(shí)檢測(cè)多個(gè)精度項(xiàng)目,檢測(cè)效率高,結(jié)果直觀可靠,是對(duì)刀儀精度確認(rèn)的重要方法。
四、激光干涉儀校準(zhǔn)技術(shù)與精度溯源
1、激光干涉儀是目前最精確的長(zhǎng)度測(cè)量設(shè)備,測(cè)量精度可達(dá)±0.1ppm(百萬(wàn)分之一)。采用穩(wěn)頻氦氖激光器,波長(zhǎng)穩(wěn)定性達(dá)到10??級(jí)別。通過(guò)邁克爾遜干涉原理進(jìn)行測(cè)量,分辨率可達(dá)納米級(jí)。激光干涉儀校準(zhǔn)的技術(shù)優(yōu)勢(shì)是精度高、溯源性強(qiáng)、測(cè)量范圍大,是對(duì)刀儀精度確認(rèn)的權(quán)威方法,特別適用于高精度對(duì)刀儀的校準(zhǔn)。
2、校準(zhǔn)過(guò)程需要嚴(yán)格的環(huán)境控制。測(cè)量環(huán)境溫度穩(wěn)定性要求±0.1℃,相對(duì)濕度控制在45%-65%,氣壓變化不超過(guò)±100Pa。激光光路要避免氣流干擾,使用防振平臺(tái)隔離振動(dòng)影響。測(cè)量前要進(jìn)行環(huán)境補(bǔ)償,輸入溫度、濕度、氣壓等參數(shù)修正空氣折射率。環(huán)境因素的控制直接影響校準(zhǔn)精度,必須建立嚴(yán)格的環(huán)境控制體系。
3、校準(zhǔn)數(shù)據(jù)的處理和不確定度評(píng)定按照國(guó)際標(biāo)準(zhǔn)進(jìn)行。建立測(cè)量模型,分析各種誤差源的影響。評(píng)定A類不確定度(統(tǒng)計(jì)方法)和B類不確定度(非統(tǒng)計(jì)方法),合成總不確定度。校準(zhǔn)證書要包含測(cè)量結(jié)果、不確定度、溯源鏈等信息。精度溯源體系確保了測(cè)量結(jié)果的可信度和國(guó)際互認(rèn)性,是精密制造質(zhì)量保證的重要基礎(chǔ)。
五、日常精度維護(hù)與問(wèn)題診斷方法
1、建立定期檢測(cè)制度是精度維護(hù)的核心。每日開(kāi)機(jī)前進(jìn)行快速精度檢查,使用標(biāo)準(zhǔn)件測(cè)量3-5次,確認(rèn)重復(fù)性正常。每周進(jìn)行一次中等精度檢測(cè),使用標(biāo)準(zhǔn)量塊檢測(cè)主要尺寸精度。每月進(jìn)行全面精度檢測(cè),包括各軸精度、重復(fù)性、線性度等項(xiàng)目。檢測(cè)記錄的建立要形成完整的數(shù)據(jù)庫(kù),通過(guò)趨勢(shì)分析可以預(yù)測(cè)設(shè)備精度變化,提前進(jìn)行維護(hù)。
2、常見(jiàn)精度問(wèn)題的診斷方法要掌握。重復(fù)性變差通常是機(jī)械磨損或傳感器老化造成,需要檢查導(dǎo)軌、軸承、測(cè)頭等部件。系統(tǒng)誤差增大可能是溫度變化、安裝誤差、軟件參數(shù)偏移等原因。線性誤差惡化往往與導(dǎo)軌精度下降、傳動(dòng)誤差增大有關(guān)。故障診斷的技巧是通過(guò)對(duì)比正常數(shù)據(jù)找出異常點(diǎn),結(jié)合設(shè)備結(jié)構(gòu)分析可能原因,有針對(duì)性地進(jìn)行檢查和調(diào)整。
3、精度保持的技術(shù)措施包括多個(gè)方面。保持設(shè)備清潔,避免切屑、冷卻液污染測(cè)量部件。控制環(huán)境溫度變化,使用恒溫措施減小熱變形。定期潤(rùn)滑保養(yǎng),確保機(jī)械部件正常運(yùn)轉(zhuǎn)。及時(shí)更換易損件,如測(cè)頭、密封件、傳感器等。預(yù)防性維護(hù)策略能夠顯著延長(zhǎng)設(shè)備使用壽命,保持長(zhǎng)期精度穩(wěn)定性,降低維修成本和停機(jī)損失。

以下是您可能還關(guān)注的問(wèn)題與解答:
Q:對(duì)刀儀精度下降的主要原因有哪些?
A:對(duì)刀儀精度下降的主要原因包括:機(jī)械磨損導(dǎo)致導(dǎo)軌精度下降、軸承間隙增大;傳感器老化造成靈敏度下降、信號(hào)漂移;環(huán)境溫度變化引起熱變形和材料性能變化;振動(dòng)干擾影響測(cè)量穩(wěn)定性;軟件參數(shù)偏移或算法誤差;清潔度不夠?qū)е聹y(cè)量面污染。定期維護(hù)保養(yǎng)、環(huán)境控制、軟件校準(zhǔn)是保持精度的關(guān)鍵措施。
Q:如何選擇適合的對(duì)刀儀精度檢測(cè)周期?
A:檢測(cè)周期的確定要考慮多個(gè)因素:設(shè)備使用頻率高的需要更頻繁檢測(cè),一般每周一次;加工精度要求高的產(chǎn)品需要每日檢查;新設(shè)備或維修后設(shè)備需要增加檢測(cè)頻率;環(huán)境條件惡劣的場(chǎng)所要縮短檢測(cè)周期;根據(jù)歷史精度變化趨勢(shì)調(diào)整周期。建議建立分層檢測(cè)制度:日檢查重復(fù)性,周檢查主要精度,月檢查全面精度,年度進(jìn)行權(quán)威機(jī)構(gòu)校準(zhǔn)。
Q:對(duì)刀儀測(cè)量數(shù)據(jù)異常時(shí)如何快速排查?
A:數(shù)據(jù)異常的排查步驟:首先檢查被測(cè)刀具是否有損傷、磨損或安裝不當(dāng);檢查對(duì)刀儀機(jī)械部分是否有松動(dòng)、卡滯現(xiàn)象;驗(yàn)證測(cè)量程序設(shè)置是否正確,參數(shù)是否合理;檢查環(huán)境條件是否穩(wěn)定,溫度、振動(dòng)是否正常;使用標(biāo)準(zhǔn)件進(jìn)行對(duì)比測(cè)量,確定是系統(tǒng)問(wèn)題還是個(gè)別問(wèn)題;查看歷史數(shù)據(jù)趨勢(shì),判斷是突發(fā)故障還是漸進(jìn)性變化。通過(guò)逐步排查可以快速定位問(wèn)題原因。
Q:不同類型對(duì)刀儀的精度確認(rèn)方法有什么區(qū)別?
A:接觸式對(duì)刀儀重點(diǎn)檢測(cè)觸發(fā)重復(fù)性和觸發(fā)力一致性,使用標(biāo)準(zhǔn)量塊和球棒進(jìn)行檢測(cè);激光對(duì)刀儀主要檢測(cè)光學(xué)系統(tǒng)精度和陰影邊緣識(shí)別精度,使用標(biāo)準(zhǔn)絲材和精密量塊檢測(cè);刀具破損檢測(cè)儀需要驗(yàn)證破損檢測(cè)靈敏度和誤報(bào)率;三維對(duì)刀儀要檢測(cè)多軸聯(lián)動(dòng)精度和空間坐標(biāo)精度。每種類型都有特定的檢測(cè)標(biāo)準(zhǔn)和方法,要根據(jù)設(shè)備原理選擇合適的檢測(cè)方案。
對(duì)刀儀精度確認(rèn)是數(shù)控加工質(zhì)量控制的重要環(huán)節(jié),通過(guò)建立科學(xué)的檢測(cè)體系和維護(hù)制度,能夠確保設(shè)備長(zhǎng)期穩(wěn)定運(yùn)行。企業(yè)應(yīng)該根據(jù)生產(chǎn)需要制定適合的精度管理策略,投入必要的檢測(cè)設(shè)備和人員培訓(xùn),建立完善的記錄和分析體系。隨著制造業(yè)向高精度、智能化方向發(fā)展,對(duì)刀儀精度要求越來(lái)越高,新技術(shù)的應(yīng)用也為精度確認(rèn)提供了更多選擇。通過(guò)持續(xù)的技術(shù)改進(jìn)和管理優(yōu)化,充分發(fā)揮對(duì)刀儀在提升加工效率、保證產(chǎn)品質(zhì)量方面的重要作用,為企業(yè)的高質(zhì)量發(fā)展提供有力支撐。






